මුද්රා තැබූ ද්රව්යයේ වර්ගය සහ ඝනකම මත මිය යාමේ නිෂ්කාශනය සම්බන්ධ වේ.අසාධාරණ හිඩැස් පහත සඳහන් ගැටළු වලට හේතු විය හැක:
(1) පරතරය ඉතා විශාල නම්, මුද්දර වැඩ කොටසෙහි බර් සාපේක්ෂ වශයෙන් විශාල වන අතර මුද්දර දැමීමේ ගුණාත්මකභාවය දුර්වල වේ.පරතරය කුඩා නම්, සිදුරු කිරීමේ ගුණාත්මක භාවය වඩා හොඳ වුවද, ඩයි පැළඳීම වඩාත් බැරෑරුම් වන අතර, මිය යාමේ සේවා කාලය බෙහෙවින් අඩු කරයි, සහ පන්ච් කැඩීමට හේතු විය හැක.
(2) පරතරය ඉතා විශාල වීම හෝ ඉතා කුඩා වීම නිසා පන්ච් ද්රව්ය මත මැලියම් නිපදවීමට පහසු වන අතර, ප්රතිඵලයක් ලෙස ද්රව්ය සමඟ මුද්රා තැබීම සිදුවේ.ඉතා කුඩා නිෂ්කාශනය පන්ච් පතුල සහ ලෝහ තහඩු අතර රික්තයක් සෑදීමට පහසු වන අතර අපද්රව්ය නැවත ගොඩනැගේ.
(3) සාධාරණ නිෂ්කාශනය මඟින් අච්චුවේ ආයු කාලය දීර්ඝ කළ හැකිය, විසර්ජන බලපෑම හොඳයි, බර් සහ ෆ්ලැන්ග් අඩු කිරීම, තහඩුව පිරිසිදුව තබා ගැනීම, විවරය අනුකූල වීම තහඩුව සීරීමට ඉඩ නොදේ, ඇඹරුම් ගණන අඩු කිරීම, තහඩුව කෙළින් තබා ගැනීම, නිවැරදිව සිදුරු ස්ථානගත කිරීම .
CNC punch die, CNC punch tool, CNC die
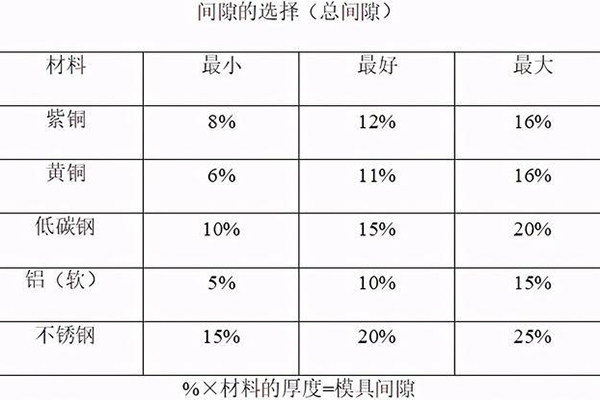
අච්චු නිෂ්කාශනය තේරීමට කරුණාකර ප්රස්ථාරය බලන්න (වගුවෙහි දත්ත ප්රතිශතයකි)
(1) පරතරය ඉතා විශාල නම්, මුද්දර වැඩ කොටසෙහි බර් සාපේක්ෂ වශයෙන් විශාල වන අතර මුද්දර දැමීමේ ගුණාත්මකභාවය දුර්වල වේ.පරතරය කුඩා නම්, සිදුරු කිරීමේ ගුණාත්මක භාවය වඩා හොඳ වුවද, ඩයි පැළඳීම වඩාත් බැරෑරුම් වන අතර, මිය යාමේ සේවා කාලය බෙහෙවින් අඩු කරයි, සහ පන්ච් කැඩීමට හේතු විය හැක.
(2) පරතරය ඉතා විශාල වීම හෝ ඉතා කුඩා වීම නිසා පන්ච් ද්රව්ය මත මැලියම් නිපදවීමට පහසු වන අතර, ප්රතිඵලයක් ලෙස ද්රව්ය සමඟ මුද්රා තැබීම සිදුවේ.ඉතා කුඩා නිෂ්කාශනය පන්ච් පතුල සහ ලෝහ තහඩු අතර රික්තයක් සෑදීමට පහසු වන අතර අපද්රව්ය නැවත ගොඩනැගේ.
(3) සාධාරණ නිෂ්කාශනය මඟින් අච්චුවේ ආයු කාලය දීර්ඝ කළ හැකිය, විසර්ජන බලපෑම හොඳයි, බර් සහ ෆ්ලැන්ග් අඩු කිරීම, තහඩුව පිරිසිදුව තබා ගැනීම, විවරය අනුකූල වීම තහඩුව සීරීමට ඉඩ නොදේ, ඇඹරුම් ගණන අඩු කිරීම, තහඩුව කෙළින් තබා ගැනීම, නිවැරදිව සිදුරු ස්ථානගත කිරීම .
CNC punch die, CNC punch tool, CNC die
අච්චු නිෂ්කාශනය තේරීමට කරුණාකර ප්රස්ථාරය බලන්න (වගුවෙහි දත්ත ප්රතිශතයකි)
කර්මාන්ත තොරතුරු:
1. නිරවද්ය NC පට්ටලයේ දෝෂය විනිශ්චය කරන්නේ කෙසේද
ස්වයංක්රීය CNC පට්ටල කර්මාන්තය දැන් බරපතල ගැටලුවකට මුහුණ දී සිටී, ඉහළ මට්ටමේ CNC යන්ත්ර මෙවලම් ආනයනය ප්රමුඛ වේ.CNC යන්ත්ර මෙවලම් ආනයනයේ අදාළ දත්ත අනුව, 2012 නොවැම්බර් මාසයේ සිට, චීනයේ CNC යන්ත්ර මෙවලම් ආනයනය සමස්තයක් ලෙස පහත වැටීමේ ප්රවණතාවක් පෙන්නුම් කරයි, නමුත් ආනයන මිල ඉහළ යමින් පවතින අතර, ඉහළ මට්ටමේ CNC යන්ත්ර මෙවලම් ආනයනය අඛණ්ඩව ඉහළ යන බව පෙන්විය හැකිය.යන්ත්රයම නොකියන්න, CNC යන්ත්ර මෙවලම යන්ත්ර මෙවලම් ස්වයංක්රීයකරණය සහ බුද්ධියේ ප්රධාන නිෂ්පාදනයයි, එහි CNC පද්ධතියේ මට්ටම ස්වයංක්රීය CNC පට්ටලයේ මට්ටම තීරණය කිරීම සඳහා වැදගත් දර්ශකයකි.කෙසේ වෙතත්, දේශීය CNC පද්ධතිවලින් 90% ක් ආනයනය කළ යුතුය.
2. CNC පට්ටලයක් ක්රියා කරන්නේ කෙසේද?
CNC පට්ටල පිහි වගු වර්ග දෙකකින් වින්යාසගත කළ හැක: (1) CNC පට්ටල නිෂ්පාදකයාගේම සංවර්ධනය සහ සැලසුම මගින් පිහි වගු වර්ගය, කොලට් එකෙහි යෙදීමද වර්ගයකි.මේ ආකාරයේ පිහි මේසයේ වාසිය වන්නේ නිෂ්පාදනයේ සහ නිෂ්පාදනයේ අඩු පිරිවැයයි, නමුත් ප්රායෝගිකත්වය නොමැතිකම (2) විශ්වීය පිරිවිතර (VDI, ප්රංශ කාර්මික ඉංජිනේරු ආයතනය වැනි) සහ පිහි මේසය නිෂ්පාදනය මත පදනම් වූ විශ්ව පිහි වගුව , CNC පට්ටල නිෂ්පාදකයින්ට CNC පට්ටල විධිවිධානවල කාර්යභාරය අනුව තෝරා ගැනීමට සහ සන්නද්ධ කිරීමට හැකිය.1. CNC පට්ටලයේ නිෂ්පාදන ධාරිතාව කැපුම් භ්රමක වගුව කැපුම් භ්රමක මේසය මත ස්ථාපනය කිරීමෙන් පසු විශාල වශයෙන් පුළුල් කළ හැක.උදාහරණයක් ලෙස, රේඩියල් කැණීම සහ අක්ෂීය වලක් කැපීම සිදු කිරීම සඳහා භමණ කැපුම් මේසය භාවිතා කිරීම.2. CNC පට්ටලයේ CNC තලය හෝ ඇඹරුම් නිෂ්පාදන යන්ත්ර මධ්යස්ථාන ඇඹරුම් කොටස්, CNC පට්ටල ව්යුහය මත පදනම් විය යුතු අතර, මෙවලම් මේස කොටස් මත NC තලය වෙන් කිරීම සඳහා ඵලදායී හා විද්යාත්මක පර්යේෂණ, CNC තලයේ මුළු සංඛ්යාව මත ස්ථාපනය කළ හැක. , සහ CNC තලය ස්ථිතික සහ වැඩ වලදී වැළැක්වීම සඳහා අවධානය යොමු කරන්න, NC තලය සහ NC පට්ටල, NC තලය සහ වැඩ කොටස සහ එහි NC තලය අතර බාධා.
කාර්යය දළ වශයෙන් පහත ක්රියාවලි වලට බෙදිය හැකිය: 1. කොටස් චිත්රවල දක්වා ඇති නිෂ්පාදන සහ සැකසුම් තාක්ෂණික අන්තර්ගතයට අනුව සංඛ්යාත්මක ගණනය කිරීමේ ක්රම සහ සැකසුම් ශිල්පීය ක්රම සිදු කරන්න.බෙදා හැරීම සහ වැඩසටහන් ප්රවාහ සැලසුම් කිරීම.2. සංඛ්යාත්මක පාලන යන්ත්ර මෙවලම් වැඩසටහන ප්රවාහ ගොනු ආකෘතියේ සංඛ්යාත්මක පාලන පට්ටල අවශ්යතා අනුව ගලා යන අතර, ආදානයට අනුව (අතින් නිෂ්පාදනය, ඉලෙක්ට්රොනික පරිගණක සම්ප්රේෂණය, ආදිය) ජංගම ගබඩා උපකරණවල කේතීකරණ ආකාරය පිළිබඳ සවිස්තර වාර්තාව. .) ක්රමය, නිෂ්පාදන සහ සැකසුම් වැඩසටහනේ අන්තර්ගතය සංඛ්යාත්මක පාලන යන්ත්ර මෙවලම් උපකරණ වෙත ගලා යයි.3. NC යන්ත්ර මෙවලම මඟින් පිළිගත් NC යන්ත්ර මෙවලම් ක්රමලේඛ ප්රවාහය (NC කේතය), CAM මෘදුකාංගයේ මෘදුකාංග ක්රමලේඛකයා විසින් NC කේතය බවට පරිවර්තනය කර හෝ අතින් සාදනු ලැබේ, ඇය පෙළ දත්ත තොරතුරු වේ, ප්රකාශනය වඩාත් දෘශ්ය, පහසු කිරීමට මෘදුකාංග ක්රමලේඛකයා විසින් වහාම තේරුම් ගත හැකි නමුත්, දෘඪාංග වින්යාසය සඳහා වහාම යෙදිය නොහැක.NC යන්ත්ර මෙවලම කේතීකරණ උපකරණ සඳහා "චීන පරිවර්ථනය" ලෙස කේතනය කරන ලද NC උපකරණ, උපකරණ කේතනය ද්විමය ගොනු 0 s සහ 1 s වලින් සමන්විත වේ, පසුව X සහ Z දිශානුගත යෝග්යතා දත්ත සංඥා ස්පන්දන ධාරාව සහ අනෙකුත් සහායක දත්ත සංඥා හැසිරවීමට පරිවර්තනය කරයි. NC යන්ත්ර මෙවලම් උපකරණවල ප්රතිදාන වරායට අවකල්ය සංඥා ආකාරයෙන් විසඳුම්, පරිචය ක්රියාත්මක කිරීම සඳහා සර්වෝ පාලන පද්ධතිය.
3. වැසි සමයේදී, ස්වයංක්රීය CNC පට්ටල නඩත්තු කළ යුතු ආකාරය
වැසි සමයේදී, යාන්ත්රික උපකරණ නඩත්තු කිරීම සහ නඩත්තු කිරීම ඉතා වැදගත් වේ, මන්ද එවැනි කාලගුණය තුළ උපකරණ අසාර්ථක වීමට වැඩි ඉඩක් ඇති අතර දකුණු චීනයේ බොහෝ ප්රදේශවලට අධික වර්ෂාපතනයක් ඇති අතර සමහර ප්රදේශවල පවා ගංවතුර ඇති වේ.මෙහිදී, අපි හඳුන්වා දෙන්නේ වැසි සමයේදී ස්වයංක්රීය CNC පට්ටලයක් නඩත්තු කරන්නේ කෙසේද?
ස්වයංක්රීය CNC පට්ටල යනු නිරවද්ය නිෂ්පාදන මෙවලමකි, එයට පරිසරය සඳහා පහත ප්රධාන අවශ්යතා තුනක් ඇත:
(1) කම්පන ප්රභවයේ මූලධර්මයට ස්වයංක්රීය CNC පට්ටලයේ පිහිටීම තබන්න, සෘජු හිරු එළිය තිබිය නොහැක, වියළීමට වාතය ද අවශ්ය වේ;
(2) බල සැපයුම සඳහා අවශ්යතා, බල සැපයුම් වෝල්ටීයතාව ස්ථායී විය යුතුය;
(3) උෂ්ණත්වය සහ ආර්ද්රතා අවශ්යතා, උෂ්ණත්වය 30℃ ට වඩා අඩු නොවිය යුතුය, ආර්ද්රතාවය 80% ට නොඅඩු විය යුතුය.අපට එවැනි කොන්දේසි අවශ්ය වන්නේ ඇයි?ඔබ සඳහා ඇති ව්යාකූලත්වය ඉවත් කිරීමට xiaobian හට ඉඩ දෙන්න: පළමු කම්පනය වැඩ කොටසෙහි ගුණාත්මක භාවයට සෘජුවම බලපානු ඇත, ස්වයංක්රීය CNC පට්ටලයේ නිරවද්යතා පාලනයට හිරු එළිය දිගු කාලයක් නිරාවරණය වීම ද බලපායි;දෙවනුව, ස්වයංක්රීය CNC පට්ටලයේ සාමාන්ය ක්රියාකාරිත්වය සහතික කිරීම සඳහා බල සැපයුමේ වෝල්ටීයතා ස්ථායීතාවය වැදගත් සාධකයකි, මන්ද ස්වයංක්රීය CNC පට්ටලයේ සංරචක නිරවද්ය කොටස් වන බැවින් වෝල්ටීයතා අස්ථාවරත්වය නිරවද්ය කොටස් වලට හානි කිරීමට පහසුය, ස්වයංක්රීය CNC පට්ටලයක් නිසි ලෙස ක්රියා කළ නොහැක;පසුව, උෂ්ණත්වය සහ ආර්ද්රතාවය ස්වයංක්රීය CNC පට්ටල සංරචකවල සාමාන්ය ක්රියාකාරිත්වය සහතික කිරීම සඳහා වැදගත් සාධකයක් වන අතර, අධික උෂ්ණත්වය සහ ආර්ද්රතාවය පද්ධති සංරචකවල ආයු කාලය අඩුවීමට, අසාර්ථක වීම වැඩි කිරීමට සහ පරිපථ පුවරුවේ දූවිලි බන්ධනයට පවා හේතු වේ. කෙටි පරිපථයකි.
විදුලි කේතය දැඩි ලෙස පිළිපදින්න
1. ස්වයංක්රීය CNC පට්ටල බිමට ප්රවේශ වීම සඳහා දැඩි ලෙස අවශ්ය විය යුතු අතර, ත්රිකෝණ බල ප්ලග් භාවිතා කිරීම, විද්යුත් ස්ථිතික මැදිහත්වීම් අඩු කිරීම, යන්ත්රයේ ස්ථායිතාව සහ ක්රියාකරුගේ ආරක්ෂාව වැඩි දියුණු කිරීම.ගිම්හානයේදී, අධික බලශක්ති පරිභෝජනය සහ වැසි සමය හේතුවෙන්, බොහෝ විට විදුලි සැපයුම් මාර්ගයේ වෝල්ටීයතා අස්ථායීතාවය, ආදිය, අසාර්ථක වීමට හේතු වන අතර, රියදුරු සහ අනෙකුත් සංරචක පවා පුළුස්සා දමනු ඇත.අනුරූප ආකෘතියේ වෝල්ටීයතා නියාමකය මිලදී ගැනීම රෙකමදාරු කරනු ලැබේ.
2. CNC පට්ටලයේ CNC ස්වයංක්රීය භාවිතය වැඩි දියුණු කරන්න, ධාවන වේගය වැඩි නොවේ නම් CNC සංඛ්යාත්මක පාලන පට්ටලයක්, මුදලට අමතරව, බලපෑම ප්රතිනිෂ්පාදනයට වඩා අඩු විය, නමුත් දෙයක් ගැන කරදර වීම වගකීම් කාලය, මන්ද CNC ස්වයංක්රීය CNC නිසා. පට්ටල උපකරණ එයට වගකීම් කාලයක් ඇත, පරිශීලකයා මෙම කාල සීමාව තුළ යන්ත්රය භාවිතා කළ යුතුය, තුනී කොටස හැකි ඉක්මනින් නිරාවරණය කළ යුතුය, වගකීම් යටතේ බැහැර කළ යුතුය.දිගු කාලයක් භාවිතා නොකළහොත්, තෙතමනය හා වෙනත් හේතූන් නිසා ඉලෙක්ට්රොනික උපාංගවල පිරිහීම හෝ හානි වේගවත් විය හැක.විශේෂයෙන්ම වැසි සමයේදී යන්ත්රය නිවැරදිව ක්රියාත්මක කිරීමටද අවශ්ය වේ.
3. වැසි සමයේදී වාතය තෙතමනය සහිත බැවින් CNC ස්වයංක්රීය CNC පට්ටලයක් හොඳ පරිසරයක භාවිතා කළ යුතුය.තෙත් වාතය තුළ තෙත් වීම සහ අසාර්ථක වීම පහසුය.තවද රැකියාවේ විස්තර කෙරෙහි අවධානය යොමු කරන්න, එබැවින් නිෂ්පාදන ස්ථානයට කුඩ ගෙන ඒම, සපත්තු වෙනස් කිරීම ආදිය ගැන සැලකිලිමත් වන්න.
4. ස්වයංක්රීය CNC පට්ටල යන්ත්රයේ ප්රධාන කොටස් මොනවාද
1, ස්වයංක්රීය CNC පට්ටල ස්පින්ඩල් දරණ පෙට්ටිය: යන්ත්ර මධ්ය ස්පින්ඩල් දරණ පෙට්ටිය ඇඳේ ඉහළ වම් කෙළවරේ සවි කර ඇත.එය මෝටරයේ භ්රමණය වන යෝග්යතා චලනය ස්පින්ඩල් බෙයාරිං වෙත සම්ප්රේෂණය කරයි, සහ සවිකෘත අනුව එකට භ්රමණය වීමට වැඩ කොටස තල්ලු කරයි.පෙට්ටියේ රොකර් පිහිටීම වෙනස් කිරීමෙන්, ස්පින්ඩල් දරණ ධනාත්මක සහ ප්රතිලෝම යන විවිධ වේග අනුපාත ලබා ගත හැකිය.
2, මෙවලම් පෙට්ටිය: යන්ත්රෝපකරණ මධ්යස්ථානයේ මෙවලම් පෙට්ටිය ඇඳේ වම් ඉදිරිපස සහ පහළින් සවි කර ඇත.එල්ලෙන රෝදයට අනුව, ස්පින්ඩල් රඳවනයේ භ්රමණය වන යෝග්යතා චලනය බෝල ඉස්කුරුප්පු හෝ සැහැල්ලු ඉස්කුරුප්පුව වෙත සම්ප්රේෂණය වේ.පෙට්ටියේ රොකර් ස්ථානය වෙනස් කරන්න, බෝල ඉස්කුරුප්පුවේ හෝ සැහැල්ලු ඉස්කුරුප්පුවේ වේග අනුපාතය වෙනස් කළ හැකිය, ඉන්පසු දත් තණතීරුව හෝ කැපුම් වේගය වෙනස් කිරීමේ ඉලක්කය සපුරා ගන්න.
3, ස්ලයිඩ පුවරු පෙට්ටිය: සිරස් නැවත නැවත චලනය සඳහා ඇඳ ඇතිරිල්ලට ඇඳ ඇතිරිල්ල සමඟ එකට සවි කර ඇති ස්ලයිඩ පුවරු පෙට්ටිය.එය අනුව ඇඳ සෑදලයක් බවට පන්දුව ඉස්කුරුප්පු ඇණ හෝ ආලෝකය තීරුව භ්රමණය යෝග්යතාව, ද්විත්ව විකෘති තහඩු ඇවිදීමේ පිහියක් යෝග්යතාව.පරිවර්තන පෙට්ටියේ ඇති රොකර් කොටසට පට්ටල මෙවලමෙහි සිරස් හෝ තිරස් යෝග්යතා චලනය ක්රියාත්මක කළ හැකිය (යෝග්යතා චලන දිශානතිය, ආරම්භය හෝ නැවැත්වීම).
4. පැති රාක්කය: ඇඳෙහි වම් පැත්තෙහි පැති රාක්කය සවි කර ඇත.එය එකිනෙකට හුවමාරු කළ හැකි සම්ප්රේෂණ ආම්පන්නයකින් (එල්ලෙන රෝදය) සමන්විත වන අතර එමඟින් ස්පින්ඩල් දරණ භ්රමණ යෝග්යතා චලනය මෙවලම් පෙට්ටියට සම්ප්රේෂණය කරයි.එල්ලෙන රෝදයේ රාක්කයේ සම්ප්රේෂණ ආම්පන්න සකස් කර විවිධ තණතීරුව සහිත නූල් ඇඹරීමට කටර් පෙට්ටිය සමඟ සහයෝගයෙන් කටයුතු කරන්න.
5, පිහි මේසය: කුඩා ඇදගෙන යාමේදී සවි කර ඇති පිහි මේසය, ආයුධ සහ උපකරණ පට්ටල මෙවලම සඳහා භාවිතා කරයි.
6, නිරවද්ය CNC පට්ටල පැලට්: පැලට් එකට ඇඳ සෑදල, ද්විත්ව වෝර්පින් තහඩුව, රෝදය සහ කුඩා ද්විත්ව වෝර්පිං තහඩුව කොටස් හතරක් ඇතුළත් වේ.ඇඳ ඇතිරිල්ල ඇඳ සිරුරෙන් පිටත ස්ලයිඩ් රේල් පීලි මත සවි කර ඇති අතර ඇඳ සිරුරේ විනිවිදක රේල් පීලි දිගේ සිරස් අතට ගෙන යා හැකිය.ද්විත්ව විකෘති තහඩුව ඇඳ සෑදලයේ ඉහළ කෙළවරේ ඇති ඩෝවෙටේල් ස්ලයිඩ් රේල් දිගේ තිරස් අතට ගමන් කළ හැකිය;කුඩා ද්විත්ව විකෘති තහඩුව රෝදයේ මුදුනේ ඇති ඩොවෙටේල් ස්ලයිඩ් රේල් දිගේ සිරස් අතට ගමන් කළ හැකිය.රෝදය එක් දෘෂ්ටි කෝණයක් සඳහා භ්රමණය වූ පසු, කුඩා ද්විත්ව විකෘති තහඩුවට පිහිය විකර්ණ ලෙස චලනය කිරීමට තල්ලු කළ හැකිය, එය කෙටි අභ්යන්තර සහ බාහිර කේතුකාකාර පෘෂ්ඨයන් ඇඹරීමට භාවිතා කරයි.
7, පට්ටල මෙවලම් විවේකය: වලිග ආසනය ඇඳ බොඩි කණ්ඩායම් ස්ලයිඩ රේල් මත ස්ථාපනය කර ඇති අතර ඇඳ බොඩි ස්ලයිඩ් රේල් දිගේ සිරස් අතට ගෙන යා හැකිය.පට්ටල මෙවලම් රඳවනයේ අත් පිරිවිතරයේ කේතු කුහරය ස්ථාපනය කළ හැකිය, කරකැවෙන සරඹ, රීමර්, ටැප් සහ අනෙකුත් පිහි සහ උපාංග, නිෂ්පාදන වැඩ කොටස සඳහා ආධාර කිරීම, විදුම්, කම්මැලි, තට්ටු කිරීම සහ යනාදිය.
8, ඇඳ සිරුර: ඇඳ සිරුර යනු CNC පට්ටල ආධාරකයේ පදනමයි.එය වම් සහ දකුණු ඇඳ කකුල් මත සවි කර ඇති අතර, පට්ටල පැත්තේ ප්රධාන සංරචක සඳහා ආධාරකයක් ලෙස භාවිතා කරන අතර, කාර්යයේ දී ඔවුන් දුෂ්කර සාපේක්ෂ තත්ත්වය පවත්වා ගෙන යයි.ඇඳ ඇතිරිලි සහ පට්ටල මෙවලම් විවේකයේ සිරස් චලනය සඳහා ඇඳ සිරුරේ ස්ලයිඩ රේල් කණ්ඩායම් දෙකක් මග පෙන්වීම සපයයි.
9, බෝල ඉස්කුරුප්පු ඇඹරීම: නූල් ඇඹරීම සඳහා බෝල ඉස්කුරුප්පු යතුර, පට්ටල දාරයේ ප්රධාන සියුම් කොටස් වලින් එකකි.බෝල ඉස්කුරුප්පුවේ නිරවද්යතාවය සැමවිටම පවත්වා ගැනීම සඳහා, සාමාන්යයෙන් ස්වයංක්රීය කැපුම් මධ්යස්ථානය සඳහා බෝල ඉස්කුරුප්පුව භාවිතා කිරීම අවශ්ය නොවේද?
පසු කාලය: අගෝස්තු-12-2022